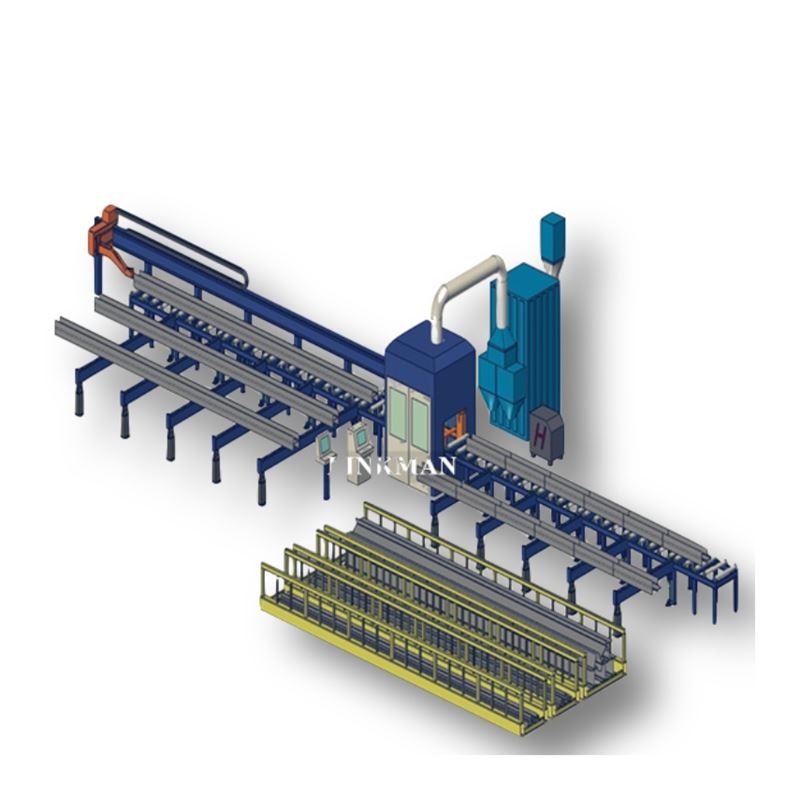
型鋼激光切割機(jī)是一種利用高能量密度激光束對(duì)型鋼(如H型鋼��、工字鋼�、槽鋼、角鋼等)進(jìn)行精確切割的先進(jìn)設(shè)備�。其工作原理基于激光發(fā)生器將電能轉(zhuǎn)化為光能,通過(guò)聚焦鏡將激光束縮小至微米級(jí)光斑�,使材料瞬間熔化或汽化,從而實(shí)現(xiàn)切割��。其采用高能量密度激光束���,通過(guò)數(shù)控系統(tǒng)精準(zhǔn)控制���,對(duì)H型鋼�����、工字鋼等型材進(jìn)行高效切割�。激光束聚焦后能量高度集中����,使材料瞬間熔化或汽化,實(shí)現(xiàn)無(wú)接觸加工�����,避免材料變形����。
1、開(kāi)機(jī)流程
依次開(kāi)啟冷水機(jī)(保障激光器冷卻)�、空壓機(jī)(提供輔助氣體)、除塵設(shè)備�。
啟動(dòng)激光器預(yù)熱(約10-15分鐘),待系統(tǒng)自檢完成后進(jìn)入待機(jī)狀態(tài)。
2����、裝載與定位
將型鋼放置于工作臺(tái),調(diào)整位置使切割起點(diǎn)與激光束對(duì)齊����。
使用CCD攝像頭或紅外定位功能輔助校準(zhǔn)����,確保切割路徑精準(zhǔn)。
3�、啟動(dòng)切割
在控制界面選擇預(yù)設(shè)程序或手動(dòng)輸入切割路徑(支持CAD圖紙導(dǎo)入)。
啟動(dòng)自動(dòng)切割模式�����,觀察初始切口狀態(tài)���,及時(shí)暫停調(diào)整參數(shù)(如速度過(guò)快可能導(dǎo)致掛渣)����。
4�����、切割過(guò)程監(jiān)控
實(shí)時(shí)查看切割狀態(tài),注意噴嘴有無(wú)堵塞�、火焰是否正常(氮?dú)?氧氣切換需匹配材質(zhì))。
避免長(zhǎng)時(shí)間連續(xù)切割導(dǎo)致鏡片污染或激光器過(guò)熱��。
型鋼激光切割機(jī)的關(guān)機(jī)與維護(hù):
1�����、關(guān)機(jī)步驟
關(guān)閉激光器電源����,停止切割程序。
關(guān)閉空壓機(jī)�����、冷水機(jī)及除塵設(shè)備��,但需保留冷水機(jī)循環(huán)10分鐘以冷卻激光器�����。
清理工作臺(tái)殘留物���,涂油保護(hù)導(dǎo)軌和絲杠���。
2�、日常維護(hù)
清潔:每日清理噴嘴�����、鏡片(用專(zhuān)用清潔劑擦拭)�,檢查聚焦鏡是否破損����。
潤(rùn)滑:定期對(duì)傳動(dòng)齒輪、導(dǎo)軌添加潤(rùn)滑油����。
校準(zhǔn):每周檢查光路校準(zhǔn),每月檢測(cè)氣體管路密封性��。

 關(guān)注公眾號(hào)
關(guān)注公眾號(hào)
 訪問(wèn)手機(jī)端
訪問(wèn)手機(jī)端